Why is a Thin Film Evaporator Essential for Efficient Chemical Processing?
The thin film evaporator has become a cornerstone in efficient chemical processing. In industries like pharmaceuticals and food production, it offers enhanced evaporation rates with lower energy consumption. Recent reports indicate that the thin film evaporation technology can reduce energy usage by up to 30%, significantly impacting overall production costs.
With the global market for thin film evaporators projected to reach $1.5 billion by 2025, manufacturers are investing heavily in this technology. The ability to process heat-sensitive materials without degradation is crucial. For instance, the production of essential oils and high-value natural extracts benefits greatly from this technology's gentle operating conditions.
Despite its advantages, there are challenges. Operators must maintain precise control over temperature and film thickness. Mismanagement can lead to suboptimal results. Continued refinements in thin film evaporator design will address these concerns while improving efficiency and sustainability in chemical processing.

Importance of Thin Film Evaporators in Chemical Processing Efficiency
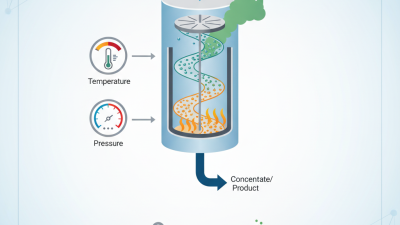
Thin film evaporators play a crucial role in enhancing chemical processing efficiency. They utilize a unique design to create a large surface area for heat transfer. This allows for rapid evaporation of solvents. In industries such as pharmaceuticals and food processing, this efficiency can lead to significant cost savings.
The operation of a thin film evaporator involves feeding the liquid into a heated chamber. As it coats the surface, the thin film allows for even heating. However, operators must manage temperatures carefully. Overheating can lead to degradation of sensitive compounds. This presents a constant challenge for process engineers.
Another aspect to consider is maintenance. While thin film evaporators are efficient, they require regular checks. Failure to address wear and tear can affect performance. This means operators must remain vigilant. Relying on expertise and consistent monitoring is essential. Efficiency is not just about technology; human oversight is equally important.
Fundamental Principles of Thin Film Evaporation Technology
Thin film evaporation technology plays a pivotal role in chemical processing. By spreading liquid across a heated surface, it increases the evaporation rate. This technique improves efficiency and product quality. The thin film enables quicker heat transfer. This reduces energy consumption and enhances overall productivity.
Tips: Maintain proper temperature control. Too high heat may degrade sensitive materials. Additionally, ensure uniform film formation for optimal results. Monitor the flow rates carefully to avoid inconsistencies.
However, challenges exist. Ensuring the right viscosity is crucial. Excessively thick films can lead to poor evaporation. Operators must constantly adjust parameters to maintain efficiency. Regular maintenance of equipment is essential to prevent wear and tear. Keep a close eye on performance metrics to identify issues early.
Why is a Thin Film Evaporator Essential for Efficient Chemical Processing?
| Parameter |
Typical Value |
Importance |
| Feed Rate |
10-500 L/hr |
Determines processing efficiency and output |
| Operating Temperature |
100-250°C |
Affects the vaporization rate and product quality |
| Concentration Factor |
5-20 times |
Essential for achieving desired product concentration |
| Reboiler Duty |
10-100 kW |
Indicates energy requirements for evaporation |
| Surface Area |
5-100 m² |
Increases heat transfer efficiency |
Advantages of Thin Film Evaporators Over Traditional Methods
Thin film evaporators are rapidly becoming essential in chemical processing due to their unique advantages over traditional methods. These devices operate by spreading a liquid film over a heated surface. This design significantly enhances heat transfer efficiency. As a result, the evaporation process is faster, leading to increased productivity in many applications.
One major advantage is lower energy consumption. Traditional methods often require more heat and extended processing times. In contrast, thin film evaporators efficiently use heat, reducing operational costs. The ability to operate under reduced pressure also minimizes boiling points, allowing sensitive compounds to evaporate without degradation.
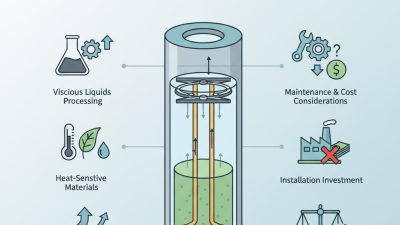
Moreover, thin film evaporators can handle viscous liquids with ease. This characteristic makes them suitable for diverse industries, from pharmaceuticals to food processing. However, these systems are not without their challenges. They require precise control and maintenance to operate effectively. Any imbalance can lead to suboptimal performance. The need for skilled operators is critical to ensure optimal outcomes.
Applications of Thin Film Evaporators in Various Industries
Thin film evaporators play a crucial role across various industries. In food processing, they concentrate juices and extracts efficiently, preserving flavors and nutrients. Reports indicate that this method can reduce processing time by nearly 50%, highlighting its significance. By operating at lower temperatures, thin film evaporators minimize degradation, ensuring product quality.
In chemical manufacturing, these evaporators are vital for separations. They enable the recovery of solvents from chemical reactions. This is key in achieving sustainable practices. A recent study reported that using thin film technology can lead to solvent recovery rates exceeding 95%. Such efficiency has significant economic implications for companies.
Pharmaceutical industries also benefit from this technology. Thin film evaporators facilitate the concentration of active ingredients. This enhances the overall yield of medications. However, some challenges remain, such as the potential for fouling. Regular maintenance is essential to sustain performance. Balancing efficiency with operational costs requires careful consideration.
Challenges and Innovations in Thin Film Evaporator Design and Operation
Thin film evaporators play a crucial role in modern chemical processing. Their design and operation address various challenges faced in thermal separation. One significant challenge is ensuring uniform heating across the surface. Inadequate heat distribution can lead to inefficient evaporation and product loss. Innovative designs now incorporate advanced materials, enhancing thermal conductivity and durability.
Operators must frequently assess the efficiency of the evaporator system. Regular monitoring can help detect issues early, like vapor leakage or scaling. Implementing predictive maintenance strategies can minimize downtime. Upgrading components, such as automatic controls, improves operational reliability and consistency.
Tip: Regularly inspect and clean surfaces to maintain optimal performance.
Another concern is energy consumption. Excessive energy use impacts both costs and environmental sustainability. Innovations like energy recovery systems can significantly reduce this footprint. By re-capturing heat from the evaporation process, these systems enhance overall efficiency.
Tip: Evaluate energy sources and consider alternatives for a greener operation.
Even with advancements, operators sometimes encounter inconsistent product quality. This variability may stem from fluctuations in feed characteristics or temperature settings. Continual learning and adjustments are essential for refining processes and achieving desired results. Embracing new technologies can pave the way for more robust systems and better outcomes.