Top 10 Uses of Wiped Film Evaporator in Modern Industries?
Wiped film evaporators have become essential in modern industries. Their efficiency in thermal separation processes is unmatched. Industries use wiped film evaporators for their ability to handle a variety of materials.
The technology is especially beneficial for thermal-sensitive substances. It minimizes degradation while maximizing product yield. This is crucial in sectors like food, pharmaceuticals, and petrochemicals. However, the evolving demands present challenges. Not every application suits the wiped film evaporator perfectly.
Some processes may still rely on older methods. Others seek innovative solutions that go beyond traditional systems. Despite the advancements, the reliability of used wiped film evaporators cannot be overlooked. They still play a significant role in enhancing production efficiency and product quality. As industries continue to adapt, the potential for growth is immense.
Top Applications of Wiped Film Evaporators in Pharmaceutical Manufacturing
Wiped film evaporators play a critical role in pharmaceutical manufacturing. They enable efficient separation and concentration of various compounds. This is especially vital for processes that require precision in purification. According to industry reports, the pharmaceutical sector utilizes wiped film technology to enhance yield and reduce processing time.
In a study from 2022, it was noted that about 45% of drug manufacturers have adopted wiped film evaporators. These systems aid in the removal of solvents and improve the quality of active pharmaceutical ingredients (APIs). The continuous operation mode of these evaporators ensures consistent output, which is paramount in today’s fast-paced drug development landscape.
However, the technology is not without its challenges. Maintenance can be demanding, requiring skilled technicians to ensure optimal performance. Some manufacturers may struggle with scaling this technology for larger batches. Balancing efficiency and cost is crucial, and one must reflect on how to minimize waste while maximizing the purity of the final products. The potential to innovate in this area remains significant.
Enhancing Food Processing Efficiency with Wiped Film Evaporators
Wiped film evaporators play a crucial role in food processing. They enhance efficiency by allowing rapid evaporation of solvents. This technology minimizes heat exposure, preserving the integrity of sensitive compounds. For instance, volatile flavor compounds remain intact, ensuring product quality.
In applications like fruit juice concentration, wiped film evaporators excel. They offer better control over temperature and pressure. Reducing processing time translates to more concentrated flavors and nutrients. Yet, operators must carefully adjust parameters to avoid thermal degradation. Balancing efficiency with product quality requires attention and expertise.
Challenges exist in scaling up production. While wiped film evaporators are efficient, not every plant can accommodate them. Some operations may struggle with initial setup costs. Workers need training to maintain these systems effectively. Continuous monitoring is essential to ensure optimal performance.
Top 10 Uses of Wiped Film Evaporator in Modern Industries
| Use Case |
Industry |
Efficiency Gain |
Benefits |
| Concentration of Juice |
Food & Beverage |
30% |
Enhanced flavor, Reduced volume |
| Extraction of Essential Oils |
Cosmetics & Food |
25% |
Higher yield, Better quality |
| Removal of Volatile Compounds |
Pharmaceuticals |
15% |
Improved product stability |
| Purification of Ethanol |
Food & Beverage |
40% |
Higher purity, Better safety |
| Dehydration of Food Products |
Food Processing |
20% |
Extended shelf life |
| Concentration of Dairy Products |
Dairy |
35% |
Improved texture, Reduced waste |
| Production of Surfactants |
Chemical |
22% |
Enhanced performance |
| Recovery of By-products |
Biotechnology |
18% |
Sustainable practices |
| Production of Biofuels |
Energy |
28% |
Renewable sources |
| Concentration of Plant Extracts |
Food & Pharmaceutical |
30% |
Enhanced health benefits |
Role of Wiped Film Evaporators in Biodiesel Production
Wiped film evaporators play a vital role in biodiesel production. They facilitate the removal of solvents and by-products. This ensures a high-quality final product. In biodiesel production, the evaporators efficiently separate glycerin from methyl esters. This is crucial for achieving purer biodiesel.
One key advantage of using wiped film evaporators is their ability to operate under various pressures. This flexibility enhances production efficiency. The thin film formed during the process allows for rapid heat transfer. However, maintaining the right temperature is essential. Too high temperatures can degrade the biodiesel, impacting quality.
Tip: Monitor evaporation rates closely to prevent quality loss.
Another tip is to regularly check for blockages in the evaporator system. A blockage can cause uneven heating and affect output consistency. The wiped film technology can be prone to fouling, especially with high-fat feedstocks. Regular maintenance is necessary to ensure smooth operation.
In biodiesel production, choosing the right process equipment is crucial. Wiped film evaporators facilitate an efficient separation process, but they require consistent monitoring. Balancing efficiency with quality can be challenging. Understanding the system's limitations is key for success.
Top 10 Uses of Wiped Film Evaporator in Modern Industries
Applications of Wiped Film Evaporators in Cosmetics and Personal Care Products
Wiped film evaporators play a crucial role in the cosmetics and personal care industries. These devices efficiently concentrate active ingredients, enhancing product quality. They help to separate volatile components from mixtures, leading to purer, more stable formulations. This is essential when creating serums, oils, and creams that require precision in texture and consistency.
The process of wiped film evaporation allows for gentle heating, preventing degradation of sensitive ingredients. This is vital for maintaining the potency of natural extracts. However, the setup can be complex, requiring careful calibration. In some cases, manufacturers face operational challenges, as the equipment may not always perform as expected. Regular maintenance and adjustments are necessary to achieve optimal results.
Cosmetic products can benefit immensely from this technology, improving efficacy and formulation flexibility. Yet, some companies overlook the significance of investing in specialized training for operators. This can lead to inconsistent outputs. While wiped film evaporators present great opportunities, they also bring challenges that require constant attention to detail. It's crucial to understand these nuances for successful application in the cosmetics field.
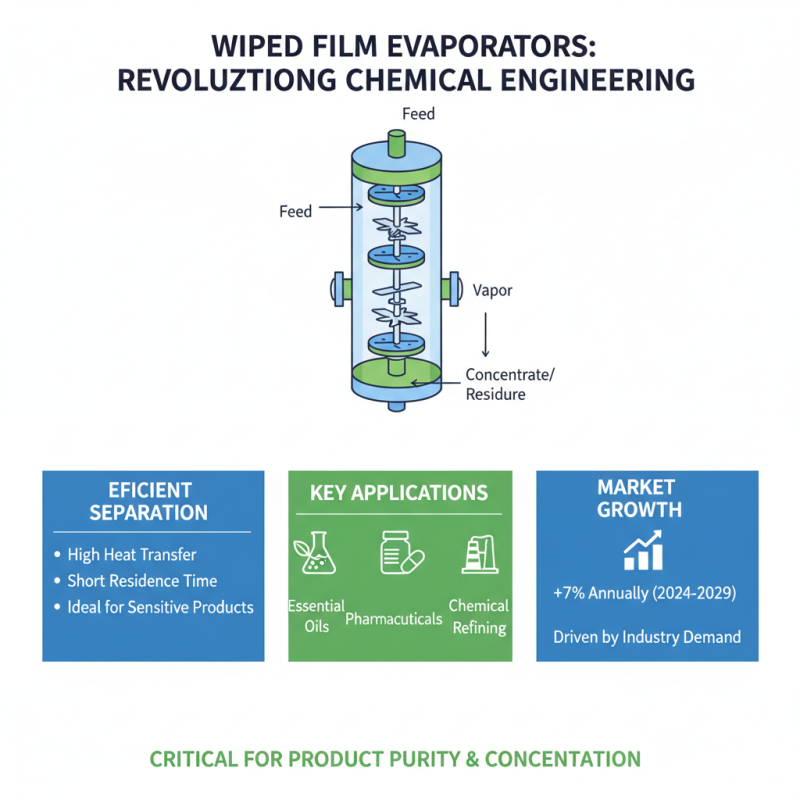
Wiped Film Evaporators: Transforming the Chemical Engineering Landscape
Wiped Film Evaporators (WFEs) are revolutionizing the chemical engineering landscape. They provide efficient separation processes critical for many industries. According to industry reports, the market for wiped film evaporators is projected to grow by 7% annually over the next five years. This growth reflects their valuable role in refining and concentrating products like essential oils and pharmaceuticals.
These evaporators operate under a vacuum, minimizing heat exposure. This feature is vital for heat-sensitive materials. For instance, they can reduce thermal degradation in temperature-sensitive compounds, which is crucial for maintaining product integrity. Additionally, WFEs can process a variety of feedstocks, from viscous oils to thin liquids. Reports indicate that these systems achieve effectiveness levels above 95% recovery for many applications.
However, there are challenges with WFEs. Initial investment costs can be high. Maintenance requires specialized knowledge, which not all companies possess. Moreover, improper operation can lead to inefficiencies. Some users have reported inconsistent results due to feed variability. Thus, while WFEs offer significant advantages, companies must carefully assess their capabilities and readiness for implementation.